The time has come: the design of your plastic product, shaped component or housing is complete, and it can be produced. HSV-TMP divides the injection moulding cycle for large products into four main phases. These four stages are:
- plasticising
- dosing
- injecting
- pressure holding and cooling
The cooling and solidifying of the material in the mould occupy around 50% of the time. Once the product is ejected, any required post-processing and assembly can take place.
Injection moulding cycle
In the injection moulding cycle for plastic products, thermoplastic is melted and injected into the voids in a mould. The plastic assumes the required shape and is cooled. The plastic solidifies, the component is ejected and a new cycle begins.
Accurate dosing, high and stable flow rate
HSV-TMP specialises in large, thin-walled and thick-walled injection moulded plastic products, and takes a distinctive approach to the injection moulding process by using a gravimetric dosing system. Using this system, plastic granulate, colour and any foaming agents are dosed very accurately even before heating takes place in the screws. This creates a constant material mix and a high, stable flow. Would you like to know more about the benefits of gravimetric dosing? Use the button below and the design team will contact you.
How does the injection moulding process work?
Following the development process, the construction of the mould and approval of the FOT (first out of tool), production of your plastic product can begin. But how does the injection moulding process work? You can read more information about the four main phases below.
First phase: Plasticising

HSV-TMP uses a gravimetric dosing system. A major benefit of this is that the plastic granulate, colour and any foaming agent can be mixed very precisely in the silo. This promotes constant quality in your product, shaped component or housing, because the material mix remains constant. Material enters the screw from the silo, where it is heated to become a homogeneous, liquid mass. By the time the mixture reaches the injection nozzles, it has reached the correct working temperature and is fully liquid.
The machine now closes the mould. All moving parts in the mould that shape the product in accordance with the required specifications shift into the correct positions. The injection nozzles are pressed against the mould.
Second phase: Dosing
Once the plasticising is complete, the dosing takes place. In this phase, the correct quantity of molten plastic is measured in the screw, so that the correct quantity can be injected into the mould via the injection nozzles.
Third phase: Injecting, filling the mould
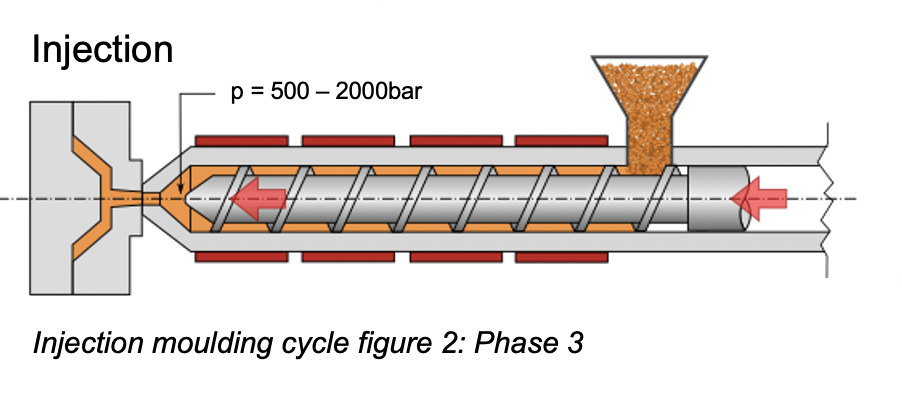
During this phase, the dose is injected into the mould via the injection nozzles. The correct pressure and injection rate are set. These depend on the injection technology used, such as high-pressure injection moulding, thermoplastic injection moulding or cascade injection moulding, and factors such as technical specifications, material quantities, shape and size, etc. The injection moulding machine keeps the mould closed and the liquid plastic mixture fills the voids in the mould.
Fourth phase: Cooling and pressure holding process
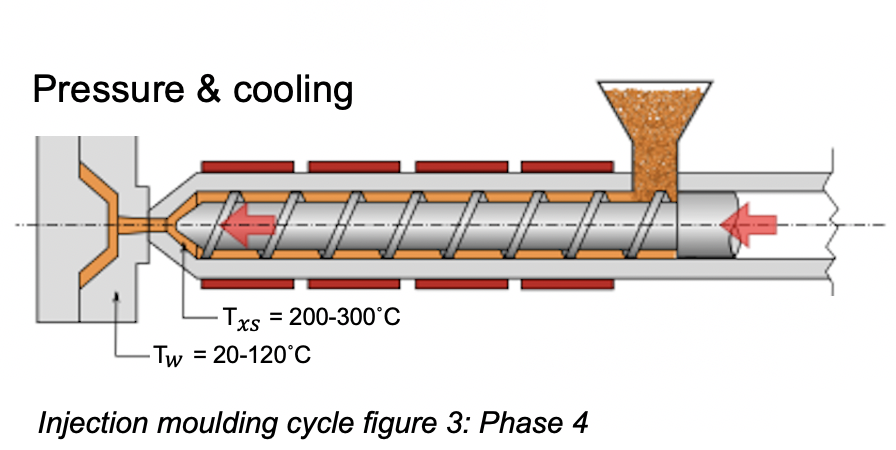
The cooling process begins as soon as the liquid plastic is injected into the mould. The shrinkage that arises due to the transition from liquid cohesion to the solid phase is compensated by pressure holding and by injecting small quantities of plastic into the mould. The holding time and pressure level depend on factors including the dimensions of the shaped component. Pressure holding also compensates for the difference in volume that arises during the transition from liquid to solid material.
The mould is fitted with piping, which is connected to a mould heating machine. This device continuously pumps liquid through the piping and supplies warm fluid during the start of the cycle and cooling during the cooling and pressure holding process.

Once the product has cooled sufficiently, the mould opens, the product is ejected and the injection nozzles are disconnected. The injection moulding machine prepares a new quantity of material and the injection moulding cycle can begin again.
What does plastic injection moulding cost?
Various factors are used to determine the costs of injection moulding your plastic product. In comparison to other plastic production technologies, the start-up costs are relatively high. However, a tool or mould has a very long service life and injection moulding is in fact much cheaper in relative terms for larger quantities. HSV can even give a shot guarantee of 1 million products. However, this depends on the type of plastic, the material used to build the mould, and the construction of the mould. To give you an example, we even have moulds in production that have lasted for more than 22 years and still meet the predefined quality requirements, dimensions and model.
HSV-TMP only works with mould technicians who can build durable and large-scale moulds and who use high-quality materials. Would you like more information or to request a quotation? Then use the button below: the design team is ready to help you.


